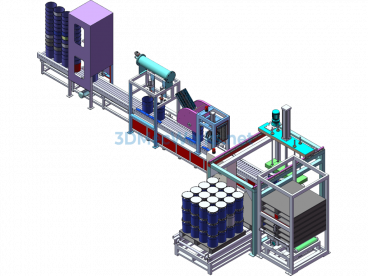
Crankshaft Processing Production Line





Crankshaft Production Line Project
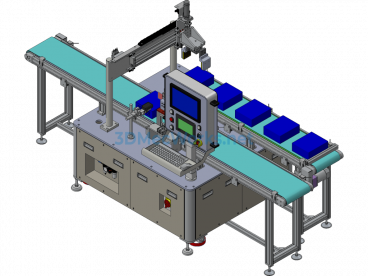
1. Due to the multiple processing steps in this project, requiring specific loading and unloading angles, accuracy, speed, etc., a gantry + six-axis robot + chain plate belt line conveying method is adopted;
2. The weight of a single product is about 2.5kg, the fixture design adopts a dual Z-axis dual position, three-jaw fixture; to ensure accurate product gripping, a six-axis robot with a 20kg load and a 6-meter gantry is selected;
3. In terms of safety protection, closed operation is implemented, and the entire line is equipped with protective nets. Switch doors are equipped with sensors, and the equipment automatically stops operating when the door is opened. The equipment needs to be restarted after the safety door is closed to resume the operation of the entire line, ensuring the personal safety of operators.
Four robots, seven gantry robots, and fourteen chain plate lines.
The entire line is divided into 5 major process units, initially managed by 1 person per unit, which can be compressed to 1 person later on, with 1 equipment manager. (Initially 6 people, later 3 people)
The back-end testing, laser marking, deburring, polishing, cleaning, and packaging have not yet been designed for automation and still require 3 people.
For the construction of the entire line, the tooling of machine tool equipment needs to cooperate with automation design by the manufacturer, the electrical signal acquisition of the equipment is handled by the automation manufacturer, and some equipment system design modification programs need manufacturer cooperation.
The overall design considers processes between units, between equipment, tool replacement, equipment failure, manual operation substitution, etc., to achieve non-stop line operation.
Specification: Crankshaft Processing Production Line
|
User Reviews
Be the first to review “Crankshaft Processing Production Line”
You must be logged in to post a review.





There are no reviews yet.