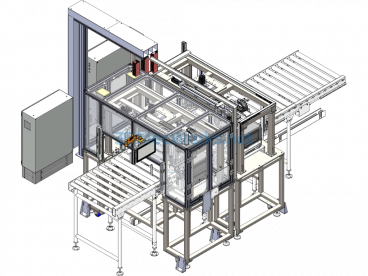
3d Model of Cast Aluminum Rotor Shaping and Stacking Machine + Ppt Equipment Analysis





The equipment automatically levels the rivet points and automatically stacks the leveled stators into turnover baskets. The requirements are to achieve: sorting unordered rotors, distinguishing between front and back sides → automatic rivet point leveling → automatic stacking; currently, the details are yet to be refined, internal attachment plan!
Analysis of each part;
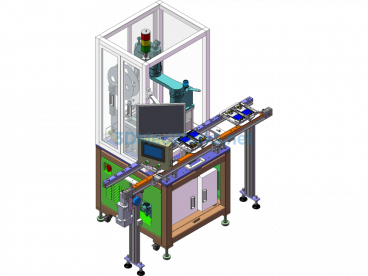
Material Handling Robot 01: This robot is equipped with pneumatic claws that can rotate 180 degrees. The claws grip the outer ring of the product. After grabbing the product, the orientation of the product detected by the preceding CCD vision inspection determines whether it needs flipping. Then, the product is placed on the positioning transfer station. The design of the outer ring grip facilitates rotation.
Positioning Transfer Station: This station provides rotating direction positioning functionality to orient products with direction requirements.
Material Handling Robot 02: The function of this robot is to transfer products from the transfer station to the turntable feeding station.
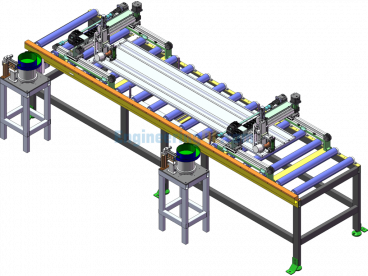
Pre-pressing Station: This location performs pre-pressing operations on products to ensure they can be parallelly aligned with the tooling panel.
Leveling Station 01: Rough leveling, rough machining, uses a single cut to remove most of the rivet points needing leveling, leaving a margin.
Leveling Station 02: Fine leveling, fine machining, removes less material to avoid a single cut resulting in an uneven and burr-laden surface.
Inspection Section Composition: Uses laser rangefinding to test whether the leveled rivet points are within an appropriate range to determine acceptance or rejection.
Chamfering Station: Chamfers to deburr the leveled products.
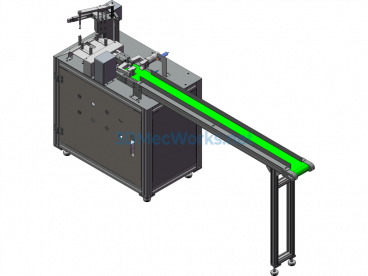
Discharge Station: After inspection, products are transferred to this station, awaiting sorting by the assembly robot.
NG line: The robot automatically stacks qualified products into the turnover box, while non-qualified products are grabbed and placed on the NG line. The NG line buffers a certain amount of defective products, triggering an alarm for workers to remove them upon reaching a threshold, sent to the stacker, and stacked into the defective product turnover box.
Turntable Assembly: A heavy-duty bearing is installed at the bottom of the turntable to provide support, ensuring stability without hindering turntable rotation.
Specification: 3d Model of Cast Aluminum Rotor Shaping and Stacking Machine + Ppt Equipment Analysis
|
User Reviews
Be the first to review “3d Model of Cast Aluminum Rotor Shaping and Stacking Machine + Ppt Equipment Analysis”
You must be logged in to post a review.


There are no reviews yet.