Non-Standard Equipment for Micro Motor Assembly Machines / Fully Automatic Dc Motor Assembly Line





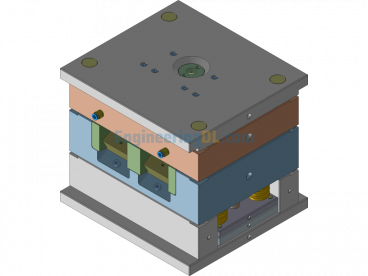
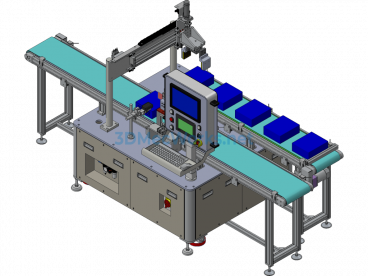
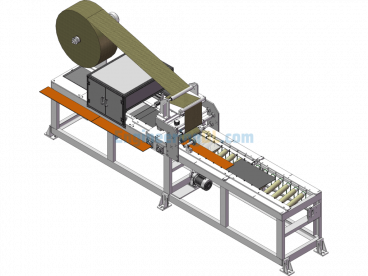
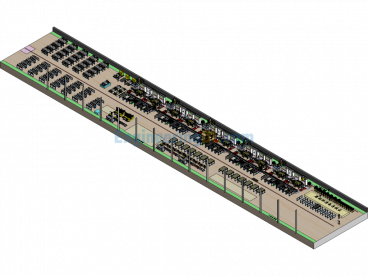
Micro motor assembly non-standard equipment, fully automatic DC motor assembly line 3D model. This automation line equipment can meet the function of automatic riveting bearings on the back cover. Due to the numerous assembly and function stations, it is not possible to describe them all in detail now; only a simple preliminary introduction of the following functions: shell automatic assembly machine, back cover riveting bearing machine. The structure of the riveting bearing embossing needle is consistent with the existing one. All assembly, riveting, welding, dispensing, and other quality processes have been tested, and the overall operation of the equipment is stable. The bearing spring pressing is free of deformation and warping, with four rivet points reliably connected; bearing swing force is 2.8~8 kgfcm. The cylinder and the hydraulic press must ensure reliable product riveting. Therefore, the structure has been designed to be very compact. The glue application position remains consistent with the sample; no glue is allowed in other positions. Once the shell is completed, no deformation or scratches are allowed. Bearing spring pressing is free of deformation and warping, with four rivet points reliably connected. Bearing swing force is 2.8~8 kgfcm. The equipment has a manual adjustment function; in manual mode, each machine action has a corresponding button on the touchscreen and signal output indication. This set of fully automatic DC motor assembly line drawings is developed for micro motors as an unmanned automatic line. The equipment is operated by one person for loading and unloading the back cover and stator shell, with a cycle time of ≤5 seconds and single machine transfer time ≤5 minutes. The machine is fully automatic operation and does not require manual intervention under normal circumstances. The loading and unloading manipulators have the function of loading/unloading materials, respectively. Additionally, the equipment can meet the functions of automatic riveting of the shell bearing, magnet tile insertion, charging, terminal welding, glue application, and automatic feeding of shells, bearings, bearing springs, magnet tiles, springs, terminals, and glue (manual shell arrangement). After shell magnetization, automatic detection of the magnetic flux is required, and defective products need to be detected and ejected. There is a defective product detection and storage mechanism, continuous defective shutdown alarm function, and A/B glue mixing and uniform mixing in the glue machine. It is one of the most fully functional motor assembly lines.
Specification: Non-Standard Equipment for Micro Motor Assembly Machines / Fully Automatic Dc Motor Assembly Line
|
User Reviews
Be the first to review “Non-Standard Equipment for Micro Motor Assembly Machines / Fully Automatic Dc Motor Assembly Line”
You must be logged in to post a review.



There are no reviews yet.